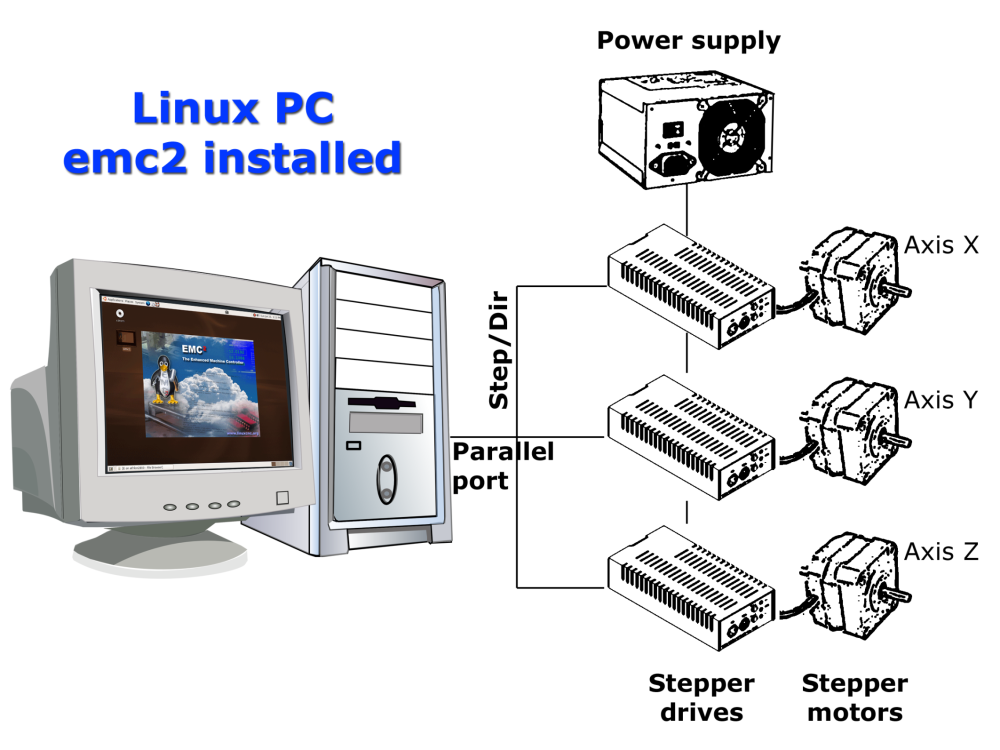
 Figure: Simple machine contrôlée par EMC2
Figure: Simple machine contrôlée par EMC2Ce document est centré sur l'utilisation d'EMC2, il est plutôt destiné aux lecteurs l'ayant déjà installé et configuré. Quelques informations sur l'installation sont données dans les chapitres suivants. La documentation complète sur l'installation et la configuration se trouve dans le manuel de l'intégrateur.
Le terme CNC a pris beaucoup de sens différents au cours des années. Dans les débuts, la CNC a consisté à remplacer les mains de l'opérateur par des moteurs, lesquels suivaient des commandes reproduisant au mieux les mouvements d'un opérateur tournant les manivelles. De ces premières machines, un langage de contrôle de l'outil est né, puis a grandi. Ce langage est appellé RS274 dont différentes variantes ont été proposées. Des ajouts lui ont été apportés par les fabricants de machines-outils et de contrôleurs pour répondre aux besoins spécifiques de leurs machines. Pour qu'une machine puisse changer d'outil pendant l'exécution d'un programme il est nécessaire de disposer de commandes de changement d'outil. Si un chargeur de pièces doit installer un nouveau brut, il est également nécessaire d'avoir les commandes permettant de gérer ce type de matériel. Comme tous les langages, RS274 a évolué au fil du temps. Actuellement plusieurs dialectes existent. En général, chaque fabricant de machines-outils essaye de rester cohérent avec ses lignes de produits mais il arrive que des commandes produisent des effets complétement différents d'une machine à une autre.
Très récemment le langage de CNC a été masqué derrière différents symboles de programmation se référant à un “Langage 1 de programmation conversationnel.” Une caractéristique commune de ces types de programmation est la sélection d'une forme ou d'une géomètrie et l'ajout de valeurs pour les coins, les limites, ou les caractéristiques de cette géomètrie.
L'usage du Dessin Assisté par Ordinateur a également eux un impact sur les langages de programmation CNC. Les dessins réalisés en DAO étant sauvegardés sous forme de listes de données avec les variables associées à chaque géomètrie, ces listes sont facilement interprétées dans le G-Code. Les interpréteurs qui réalisent ce travail sont appelés des programmes de CAM (Computer Aided Machining).
Ce sont des convertisseurs de DAO, l'ensemble des logiciels de dessin, comme Corel™ et presque la totalité des programmes graphiques, fournissent des fichiers pouvant être convertis. Ces convertisseurs ont été écrits pour lire un fichier d'une image bitmap, en trames ou vectorielle et la transformer en un fichier G-Code pouvant être lancé sur une machine CNC.
Vous vous demandez peut être, “Pourquoi ai-je besoin de savoir celà?” La réponse est que dans sa forme actuelle EMC2 ne peut pas utiliser directement, pour l'usinage, un fichier non converti issu d'une DAO, ni aucune image. EMC2 utilise une variante du premier langage CNC nommée RS274NGC. (pour Next Generation Controller). Toutes les commandes passées à EMC2 doivent l'être dans une forme reconnue par son interpréteur RS274NGC. Ce qui signifie que si vous voulez usiner une pièce déssinée dans un programme graphique ou de dessin, vous devez également utiliser un programme capable de convertir le format du fichier de sortie de ce programme en un autre fichier dans le format reconnu et accepté par l'interpréteur d'EMC2. Il existe plusieurs programmes commerciaux effectuant cette tâche. Au moins un convertisseur (Ace) a été mis sous un type de copyright le rendant disponible au public.
Il y a eux de récentes discussions à propos de l'écriture d'une interface conversationelle ou géomètrique, permettant à l'opérateur d'entrer les programmes plus ou moins de la même façon que sur certains contrôleurs propriétaires modernes, mais c'est encore loin.
Le code d'EMC2 peut être compilé sur la plupart des distributions GNU-Linux (sous réserve que son noyau ait été patché avec une extension temps réel). En plus du code source, certaines distributions binaires sont disponibles. Le dernier paquet a été créé autour d'une distribution Ubuntu qui est une ditribution GNU-Linux. Ubuntu est la distribution la plus appréciée par les utilisateurs de Linux novices, elle est considérée comme étant trés facile à utiliser. En plus de celà, il existe pour elle un grand nombre de sites d'entraide dans le monde entier. Installer EMC2 sur cette distribution est extrêmement simple, voir la section [->]
EMC2 ne fonctionne pas sur les systèmes d'exploitation Microsoft (TM). La raison en est qu'EMC2 requiert un environnement temps réel pour son planificateur de mouvements et ses générateurs de pas. Il bénéficie aussi de l'excellente stabilité et des performances nettement meilleures du système d'exploitation Linux.
EMC2 est un peu plus que juste un autre programme de fraiseuse CNC . Il est capable de contrôler des machines-outils, des robots ou d'autres automatismes. Il est capable de contrôler des servomoteurs, des moteurs pas à pas, des relais ainsi que d'autres mécanismes relatifs aux machines-outils. Dans ce manuel nous nous concentrerons seulement sur de petites machines mais aux possibilités impressionnantes, les mini fraiseuses.
La figure [.] montre un simple diagramme bloc représentant une machine 3 axes typique comme EMC2 les aime. Cette figure montre un système basé sur des moteurs pas à pas. Le PC, tournant sous Linux contrôle les interfaces de puissance des moteurs pas à pas en leur envoyant des signaux au travers du port parallèle. Ces signaux (impulsionnels) font que la puissance adéquate est fournie aux moteurs. EMC2 peut également contrôler des servomoteurs via une interface de puissance pour servomoteurs ou utiliser le port parallèle étendu connecté à une carte de contrôle externe. Quand nous examinerons chacun des composants qui forment un système EMC2, nous nous référerons à cette machine typique.
Il y a quatre composants dans le logiciel EMC2: un controleur de mouvement (EMCMOT), un contrôleur d'entrées/sorties discrètes (EMCIO), un coordinateur d'exécution des tâches (EMCTASK) et une bibliothèque d'interfaces utilisateur, tant graphiques que textuelles. EMC2, pour prendre le contrôle complet d'une fraiseuse, il doit lancer chacun de ces quatre composants. Chaque composant sera brièvement décrit ci-dessous. En plus, il existe une couche appelée HAL (la couche d'abstraction du matériel), qui permet la configuration simple d'EMC2 sans qu'il soit besoin de le recompiler.
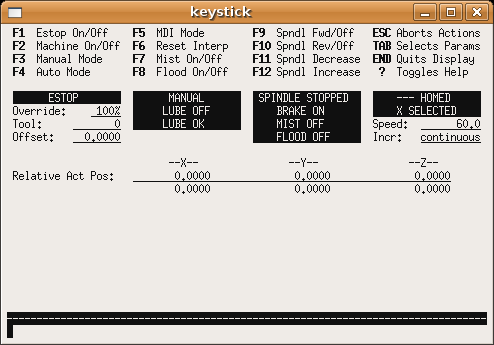
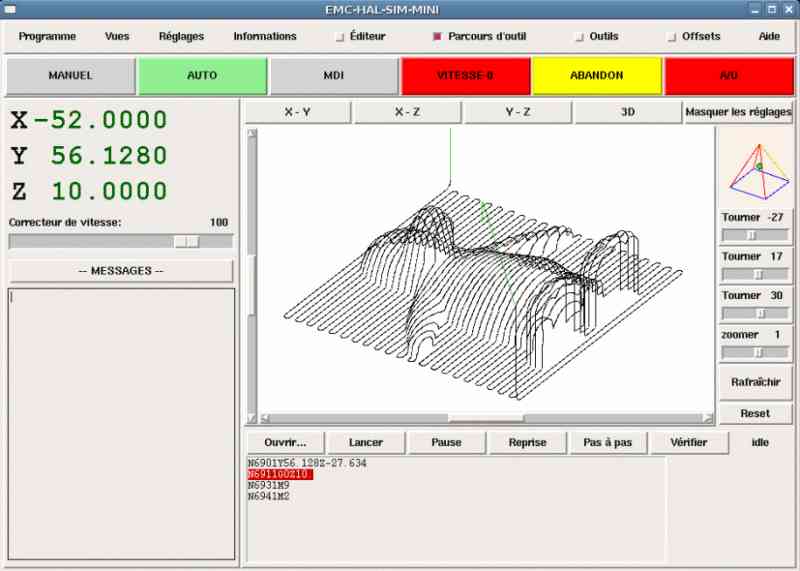
L'interface graphique est la partie d'EMC2 qui interragit avec l'opérateur de la machine-outil. EMC2 est fourni avec plusieurs interfaces utilisateurs graphiques:
Tkemc et Mini peuvent tourner sous Linux, Mac et Microsoft Windows si le langage de programmation Tcl/Tk a été préalablement installé. Les versions Mac et Microsoft Windows peuvent être connectées à EMC2 tournant sur une machine Linux temps réel via une connection réseau, permettant de visualiser la machine depuis un emplacement distant. Les instructions pour installer et configurer une telle connection entre un MAC ou une machine Micosoft et un PC sur lequel tourne EMC2 se trouvent dans le manuel de l'intégrateur.
Ce manuel ne prétend pas vous apprendre à utiliser un tour ou une fraiseuse. Devenir un opérateur expérimenté prends beaucoup de temps et demande beaucoup de travail. Un auteur a dit une fois, Nous apprenons de l'expérience, si on la possède toute. Les outils cassés, les étaux attaqués et les cicatrices sont les preuves des leçons apprises. Une belle finition, des tolérances serrées et la prudence pendant le travail sont les preuves des leçons retenues. Aucune machine, aucun programme ne peut remplacer l'expérience humaine.
Maintenant que vous commencez à travailler avec le programme EMC2, vous devez vous placer dans la peau d'un opérateur. Vous devez être dans le rôle de quelqu'un qui a la charge d'une machine. C'est une machine qui attendra vos commandes puis qui exécutera les ordres que vous lui donnerez. Dans ces pages nous donnerons les explications qui vous aideront à devenir un bon opérateur de fraiseuse avec EMC2.
Quand EMC2 fonctionne, il existe trois différents modes majeurs pour entrer des commandes. Les modes Manuel, Auto et MDI. Passer d'un mode à un autre marque une grande différence dans le comportement d'EMC2. Des choses spécifiques à un mode ne peuvent pas être faites dans un autre. L'opérateur peut faire une prise d'origine sur un axe en mode manuel mais pas en mode auto ou MDI. L'opérateur peut lancer l'exécution complète d'un programme de G-codes en mode auto mais pas en mode manuel ni en MDI.
En mode manuel, chaque commande est entrée séparément. En termes humains une commande manuelle pourrait être active l'arrosage ou jog l'axe X à 250 millimètres par minute. C'est en gros équivalent à basculer un interrupteur ou à tourner la manivelle d'un axe. Ces commandes sont normalement contrôlées en pressant un bouton de l'interface graphique avec la souris ou en maintenant appuyée une touche du clavier. En mode auto, un bouton similaire ou l'appui d'une touche peuvent être utilisés pour charger ou lancer l'exécution complète d'un programme de G-codes stocké dans un fichier. En mode d'entrée de données manuelles (MDI) l'opérateur peut saisir un bloc de codes est dire à la machine de l'exécuter en pressant la touche <Return> ou <Entrée> du clavier.
Certaines commandes de mouvement sont disponibles et produisent les mêmes effets dans tous les modes. Il s'agit des commandes abort, estop et feed rate override. Ces commandes se dispensent d'explications.
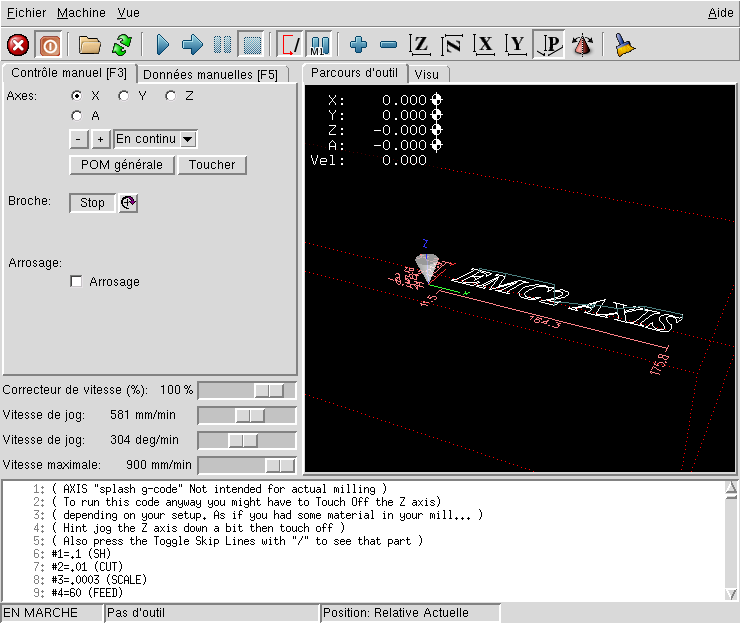
L'interface utilisateur graphique AXIS supprime certaines distinctions entre Auto et les autres modes en rendant automatique la disponibilité des commandes, la plupart du temps. Il rend également floue la distinction entre Manuel et MDI parce que certaines commandes manuelles comme Toucher, sont également implémentées en envoyant une commande MDI.
Quand EMC2 fonctionne, chacun de ses modules maintient la conversation avec les autres et avec l'interface graphique. C'est à la charge de l'affichage de sélectionner quel flux d'information l'opérateur doit voir et de l'arranger sur son écran pour lui rendre facile à comprendre. Le point le plus important de l'affichage est peut être la possibilité de voir le fonctionnement interne d'EMC2. Vous devrez garder un oeil sur le mode d'affichage.
L'affichage du mode actif permet de savoir si il y a cohérence entre l'affichage et la position de chaque axe. La plupart des interfaces permettent à l'opérateur de lire la position actuelle ou commandée ainsi que la position machine ou relative.
Elles sont toutes exactement les mêmes si aucun décalage n'a été appliqué et qu'aucune bande morte n'a été paramètrée dans le fichier INI. La bande morte (Deadband) est une toute petite distance, supposée très proche -- peut être une impulsion de pas ou un point de codeur.
Il est également important de voir tous les messages ou les codes d'erreur envoyés par EMC2. Ceux-ci sont utilisés pour demander que l'opérateur change l'outil, pour décrire les problèmes dans les programmes G-code ou indiquer pourquoi la machine s'est arrêtée.
Vous modifierez votre façon de travailler avec ces petits textes, vous apprendrez, petit à petit, comment ajuster et faire fonctionner votre machine avec le logiciel EMC2. Pendant que vous apprendrez à affiner les réglages, que vous travaillerez avec votre mini fraiseuse, vous penserez à d'autres applications et à d'autres possibilités. Ce seront les sujets d'autres manuels de linuxcnc.org.
Les unités peuvent prêter à confusion. Vous pouvez vous demander, “Vaut-il mieux travailler en pouces, en pieds, en centimètres, millimètres ou autre?” Plusieurs réponses sont possibles à cette question mais la meilleure est que ça marchera mieux dans l'unité avec laquelle vous avez choisi de configuré la machine.
Au niveau de la machine, chacun des axes est réglé avec une unité fixée dans une variable du fichier INI. Cette variable ressemble à ceci:
UNITS = inch
ou
UNITS = mm
Après avoir décidé de l'unité utilisée sur les axes, il faut indiquer à EMC2 combien d'impulsions moteur, ou de codeur, il doit envoyer ou lire pour produire un déplacement pour chaque unité de distance. Après celà, EMC2 sait compter les unités de distance. Cependant il est très important de comprendre que ce calcul de distance pour les axes est différent de la distance commandée dans le programme. Vous pouvez commander une distance en millimètres ou en pouces sans même penser aux unités car il existe des G-code permettant de basculer d'une unité métrique à une unité impériale.
1 Un fabricant de machines, Hurco, clame avoir seul les droits de l'usage de ces symboles en programmation ainsi que de l'usage du terme conversationnel utilisé dans ce contexte. Retour